1. Principles of Medium-Frequency Furnace Smelting
Induction furnaces are not designed for steel smelting; they are merely devices for the rapid remelting of suitable metals. Therefore, the metal feedstock must be pure and have a composition that meets specifications or is close to them.
Hump Effect
A phenomenon in which the molten steel bulges upward due to electromagnetic stirring during the smelting process. The hump phenomenon is a characteristic of induction furnace smelting. Since the electromagnetic stirring force is limited, the height of the hump is also limited. Therefore, when building the furnace, the furnace neck should not be too high; it is best to keep it slightly above the level of the furnace hearth. Otherwise, the following problems may arise:
(1) If the furnace neck is too high, the hump will not reach the liquid surface, preventing slag in the molten steel from being captured by the slag-removing agent and making it impossible to effectively remove the slag;
(2) When adding chemical elements, because the hump does not reach the liquid surface, the composition of the upper layer remains unchanged, resulting in inaccurate composition measurements;
(3) Temperature measurements will be inaccurate; the temperature at the upper liquid surface will be lower, failing to accurately reflect the actual temperature of the molten steel.
The Function of an Electromagnetic Stirrer
(1) Uniform molten steel temperature
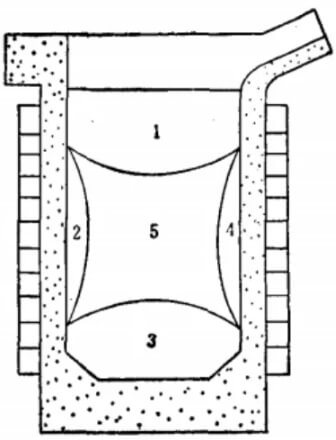
Zone 1 is the low-temperature zone. This is because the molten steel transfers heat to the slag, maintaining the slag at a certain temperature, while the slag dissipates heat into the atmosphere. Heat lost through the slag accounts for approximately 30% of the total heat loss. Consequently, the temperature of the molten steel in this zone is lower than in other zones.
Zones 2 and 4 are the medium-temperature zones. Due to the skin effect of the induced current, the current density in the molten steel near the inner surface of the crucible is high, resulting in significant heat generation. However, since the heat lost through the crucible walls in this zone accounts for about 50% of the total heat loss, it is not the zone with the highest temperature.
Zone 3 is also a low-temperature zone. Heat in the molten steel in this zone is transferred outward through the bottom of the crucible, and since it has no internal heat source, the temperature is relatively low.
Zone 5 is the high-temperature zone. Surrounded on all sides by high-temperature molten steel, heat is difficult to dissipate, making it the highest-temperature region; this zone is generally located slightly below the center of the crucible.
Electromagnetic stirring accelerates the temperature homogenization of the molten steel within the furnace, which helps improve steel quality.
(1) Promotes compositional homogeneity
(2) Facilitates diffusion deoxidation and the rise of inclusions.
2.Furnace Lining Materials
(I) Classification
(1) Acidic
Crucibles made from refractory materials containing acidic oxides. The primary representative material is SiO₂ (quartz sand). Pure quartz has a melting point of 1,713°C and a refractoriness of approximately 1,650°C; the permissible operating temperature for such crucibles is 1,550°C. These are primarily used for melting cast iron and high-carbon steel.
(2) Alkaline
Crucibles made from refractory materials containing alkaline oxides. The most widely used alkaline oxide refractory material is magnesia. Its main component is MgO, and it contains impurities such as CaO, SiO₂, and Fe₂O₃.
(3) Neutral
Crucibles made from refractory materials containing neutral oxides. The primary representative material is Al₂O₃, or alumina, in which α-Al₂O₃ is the main crystalline form, also known as corundum. Corundum has a melting point of 2030°C, high density, and a low coefficient of thermal expansion, making it an excellent crucible material.
3.Requirements for Furnace Lining Materials
(1) They should possess high refractoriness to prevent the premature formation of a liquid phase inside the crucible, which would reduce the maximum operating temperature of the crucible.
(2) Possesses high stability and is capable of withstanding chemical corrosion from slag and molten steel. This property generally depends on the purity of the material; the higher the purity, the greater the stability.
(3) Resistance to thermal shock: During use, crucibles are subjected to cyclical heating and cooling. The resulting thermal expansion and contraction caused by these temperature fluctuations make them highly susceptible to cracking. Resistance to thermal shock is related to the grain size distribution of the refractory material, the degree of compaction achieved during ramming, and the material’s own coefficient of thermal expansion.
Additionally, other requirements include high-temperature strength, electrical insulation properties, and similar performance characteristics.
4.Deoxygenation and Standing
Based on the lecture that evening, the deoxidation and holding phase was the area where participants had the most questions. The two instructors provided the following details:
(1) Timing and temperature for final deoxidation: Final deoxidation is performed after high-temperature holding, when the temperature is close to the pouring temperature. There is no fixed temperature; it is determined by your pouring temperature. The sooner pouring begins after final deoxidation, the better.
(2) Method of adding the final deoxidizer: First, cover the surface of the molten steel with a thin layer of slag-removing agent, then add the final deoxidizer, followed by another layer of slag-removing agent. Press down with a ladle to promote reaction between the deoxidizer and the molten steel; or, after sprinkling the slag-removing agent, make a hole in the center, place the deoxidizer inside, and quickly cover it. The least recommended method: scattering the deoxidizer directly onto the molten steel surface, causing sparks to fly.
(3) Final deoxidation is a diffusion deoxidation process involving interfacial reactions. It should only be performed after more than 90% of the inclusions have been removed through high-temperature holding. There is no need to worry about slag formation, and final deoxidizers generally have the ability to make slag float easily.
(4) Do not skim the slag during the high-temperature holding process to prevent oxidation of the molten steel at high temperatures. Professor Wang mentioned that a timer is installed on the melting furnace; slag skimming should only be performed once the set time has elapsed.

What is the induction furnace?
An induction furnace is an electrical device that melts metal—such as steel, iron, or aluminum—using electromagnetic induction. It works by passing an alternating current through a coil, creating a magnetic field that induces eddy currents inside the metal charge, heating it rapidly without direct contact.
What are the disadvantages of induction furnace?
Nonetheless, the disadvantages of induction furnaces are high quality – more expensive scrap charging requirement, high investment cost for installation, lower melting capacities (below 15 tonnes per hour), and heat losses in the water-cooled induction coil (European Commission 2005).
How much electricity does an induction furnace use?
A study, undertaken for US department of energy for induction furnaces, shows an average energy consumption value for well-run heel melters up to 800 kWh/ton as compared to batch melters (530 kWh/ton) .
What are common induction heating problems?
Overheating or sudden shutdowns can interrupt your induction heating process. These heating issues often result from blocked ventilation, excessive current, or incorrect settings. In some cases, cracked parts or damaged components can also cause the system to overheat.
What are the cons of induction heating?
One of the primary disadvantages of induction heating is the high initial investment cost. The equipment required for induction heating, including power supplies and coils, can be expensive compared to traditional heat treatment equipment.